寶馬汽車公司也是德國一家歷史悠久的企業。1913年,德國四沖程內燃機的發明人奧托的兒子古斯塔夫-奧托與他的合伙人佛瑞德雷-瑞浦和馬克斯-弗里茲在慕尼黑北郊一個機場附近成立了瑞浦發動機公司,專門從事飛機發動機的制造。由于第一次世界大戰的需要,公司擴大,1916年3月7日改名為Bayerische Flugzeug Werke AG(巴伐利亞飛機公司),縮寫為BFW。這一天也就是寶馬公司的創始日。
古斯塔夫-奧托退休后,BFW公司開始重組,于1917年7月21日登記注冊為Bayerische Motoren Werke GmbH(巴伐利亞發動機有限公司)。公司有了兩位新老板,一位是杰克-莎柏奴,另一位是甘美路-卡斯丁哥尼,這兩個人都是日后寶馬公司發展史上舉足輕重的人物。
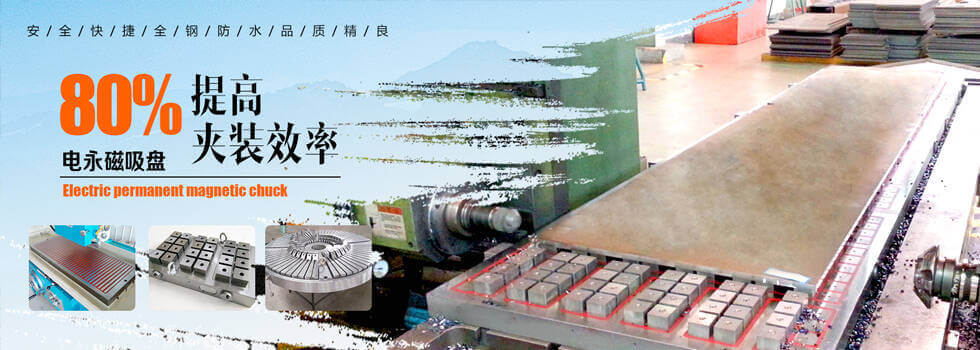
寶馬全新一代3系,代號F30,充滿殺氣的外觀,吸引了不少人的眼球,而這款來自德國的戰馬,究竟是如何誕生的呢?寶馬的慕尼黑工廠,展示出了這款科技與藝術的結晶的誕生過程!
在對公司總部(其建筑外型象征一部四缸引擎)附近的廠房進 行現代化改造與擴展過程中,一種新型的滑軌輸送帶系統已于2003年底/2004年初安裝在寶馬3系列車身組裝生產線上。憑借這種全新的系統,寶馬公司將能夠適應未來的車型要求。
車身組裝車間安裝了寶馬3系列的全套內部系統。組裝工作 大部分在運動之中進行。而在自動安裝汽車頂蓬,駕駛員座 艙和車窗過程中,車身保持靜止。兩名人員專門負責一輛汽 車組裝的每個步驟。在工作過程中,他們沿著組裝生產線進行檢查,然后再返回到起始點。這條長約800米的組裝生產 線上大約有500名工作人員在進行操作。

這套輸送帶系統包括146個鉸接的推動托盤。由于慕尼黑工廠位于一個歷史沿襲下來的特殊地理位置,因此,只有采用一種折衷靈活的解決方案才行。這些平臺都沒有安裝自己的驅動設備,但通過沿組裝生產線分布的側面磨擦驅動設備加以推動。絕對值編碼器同時監控102部驅動設備的精確同步,并防止托盤之間產生縫隙。
在組裝過程中,這一全新的組裝生產線需要在線上的任何位 置都能對車身高度進行調整,以確保在符合人機工程學的最 佳位置上完成組裝工作。因此,每一個托盤都帶有一個升降臺,車身最大限度可以被提升80公分。
同時,根據寶馬汽車公司的一項重要的生產計劃要求,在每個平臺任意定義的一個點上都能對12伏的測試電壓進行安 全地開關轉換。在組裝時,將對駕駛員座艙的車載電子設備和喇叭進行測試。由于沒有安裝電池,因此,必須從外部提供12伏電壓。在諸如安裝安全氣囊的敏感區域,必須能夠可靠地切斷電壓,而不必在組裝部分進行永久性布線。

每個推動托盤都有一個帶CPU IM 151的SIMATIC ET200S外部接口,既可以用作SIMATIC S7-400總控器的從站,同時也可用作平臺上的一個主站,以便驅動車身和絕對值解 碼器的升降機構。托盤通過電源導軌信號放大器與SIMATIC中央控制器連接,它們通過集線來可靠地傳輸PROFIBUS信 號。升降裝置也可以通過這種方式在操作中的任意位置進行單獨設置。
整個工廠根據STEP7進行配置,并由2部SIMATIC S7-400s 進行集中控制。工廠的可視化操作使用WinCC進行編程,從而使得工廠能夠展現不同的細部特點-對每個托盤上 的二進位編碼器狀態進行總體瀏覽。通過掃描辨識標記 可以確定每個托盤的確切位置。作為一種中央現場總線,PROFIBUS DP可以提供控制器與外圍設備之間的可靠通信。使用proTool/Pro進行組態的SIMATIC Multi Panel MP 270B 設備可以用作局部的手工操縱設備,并且允許方便地分布式 訪問輸送帶系統。

因為每個托盤具有獨立的智能性,而且可以經由電源導軌信號放大器來實現通信,因此,工廠在工作周期內具有最大的 任務分配靈活性。這意味著一條生產線可以同時生產幾款車型,并且可以連續饋送新的車型。
車身運輸器包含一個感應式Moby數據載體,這樣可以在任何時候對車身加以辨識。對于寶馬汽車公司的生產控制、文 件管理和質量保證來說,這都是一個相當重要的環節。

避免偏移
寶馬汽車公司將平臺上的組裝員工的人身安全問題始終放在第一位。其單個元件之間并未彼此連接,以確保單個托盤不會產生偏移和危及人身安全。即使托盤在移動過程中僅僅偏移幾毫米,輸送帶也將自動停止運行,從而避免造成人身傷害。
為此,絕對值編碼器將不斷對每個托盤的位置進行掃描。以安全為中心的SIMATIC控制器SIMATIC S7-416F設備負責不斷地監視光柵、防護門、托盤傳感器和緊急制動開關,并且在必要的時候可以在幾百毫秒之內關閉設備。
本地化安裝的手控HMI裝置,可以使用 SIMATIC MP270B來實現分布式HMI和緊急制動功能。來自市場領先者的統一標準輸送帶系統的自動化僅是整個生產組合方案的一個環節而已,其中,西門子公司已經開始接手從車身組裝到通過六個單元進行傳送的寶馬3系列整個生產進程的自動化。 SIMATIC的全集成自動化優點可以在此大顯身手。系統界面 實現了最小化,并且獲得了同質化的控制架構。寶馬汽車公司結構規劃負責人Jakob Wersching解釋說,單一單元的自動化本身已經是一項復雜的任務,而使六個生產單元互相協 調且不出現重大疏漏問題,這在一個非均質的自動化環境之中幾乎是不可能實現的。