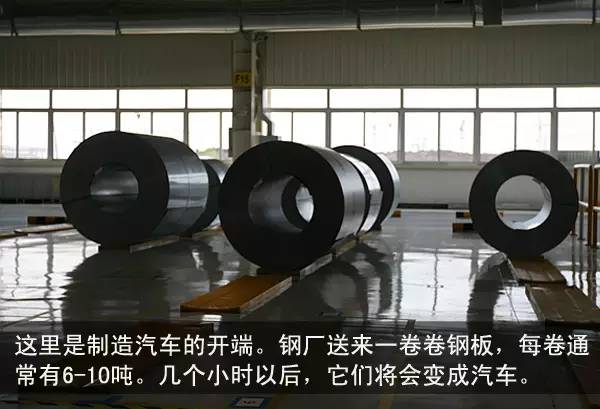
通用汽車在沖壓環節采用4序工藝,即整條沖壓線上由4臺沖壓機組成。而有的企業采用5序或6序。減少沖壓機對于設計來說,需要在4道工序中獲得所需的曲面,更具難度。
從鋼板變成汽車,主要歷經4個步驟:
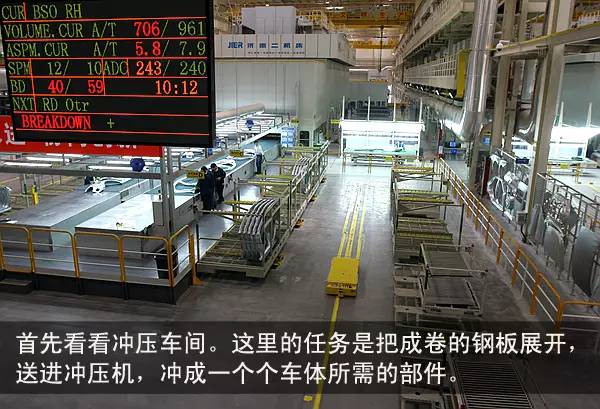
1,沖壓—把鋼板沖壓成一個個的車身部件;
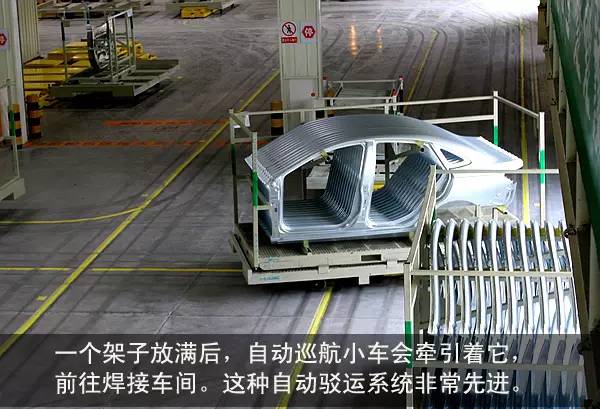
2,焊接—把沖壓好的部件焊接在一起,形成一輛車的雛形;
3,噴涂—通俗地講就是上油漆;
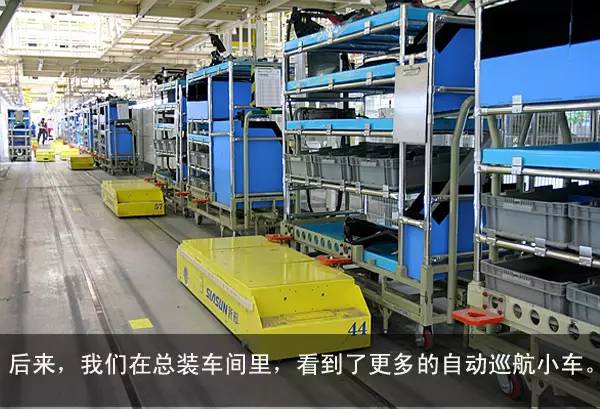
4,總裝—把內飾、發動機、變速器、座椅、懸架、輪胎等,一樣一樣地裝進車體,一輛汽車就誕生了。
至于動力系統,如果是汽車廠自己制造而不是購買的話,還會有專門的發動機工廠或車間,從鍛造到研磨、裝配,內容同樣不少。
走進沖壓車間
汽車車體由多塊形態各異的鋼板構成,沖壓車間的任務就是把成卷的鋼板展開,送進沖壓機,沖成一個個車體所需的部件。整個車間占地2.1萬平方米,里面有1條開卷線和2條沖壓線、以及模具維護、檢測部門等。

亮點介紹:
首次應用一模多件工藝,實現前后門內板一模四件、鋁板前蓋內外板一模兩件、前中地板一模三件,生產效率由原來的平均每分鐘15.8件提升至31.6件。
首次采用前蓋外板碎屑吸收裝置,將切削產生的碎屑吸收至管道中,直接排入工作臺地坑,更大限度避免碎屑被帶入模具或者在零件表面產生碎屑壓印,使前蓋外觀更加光滑、美觀,并提高了產品品質。

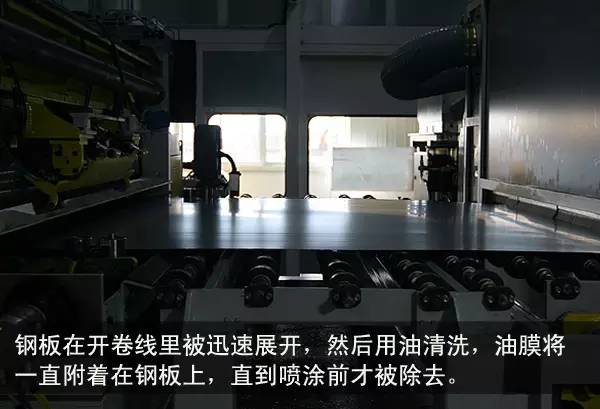

猶如裁縫做衣服一樣,鋼廠送來的鋼板是成卷的,需要首先開卷、鋪平、裁剪,這條加工線被稱為開卷線,設備是西班牙FAGOR公司的產品。由于車身各部位鋼板的厚度不一,所以,成卷的鋼板分成0.65-0.8毫米等幾種不同的厚度。據介紹,全新英朗車身全部使用的是雙面鍍鋅鋼板。此外,由于全新英朗的機器蓋是鋁合金材質,而鋁合金板材送來的時候就已經展開,來的這兒直接剪裁即可。剪裁成型的鋼板,經過消磁處理,準備進入沖壓線。
開始沖壓成型
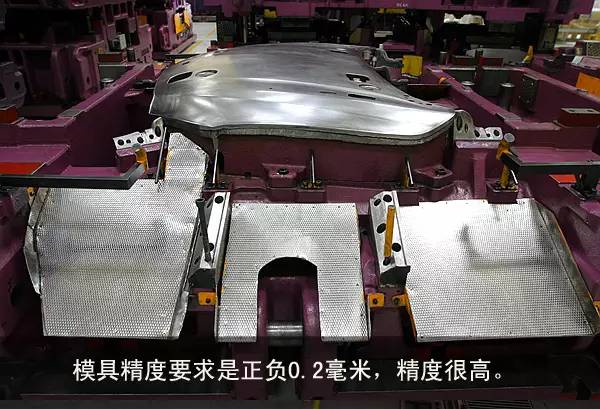
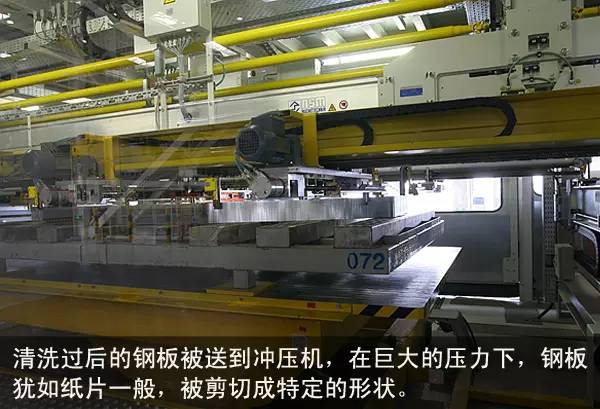
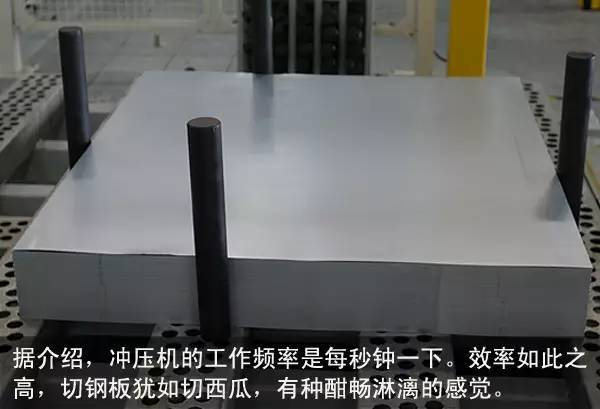
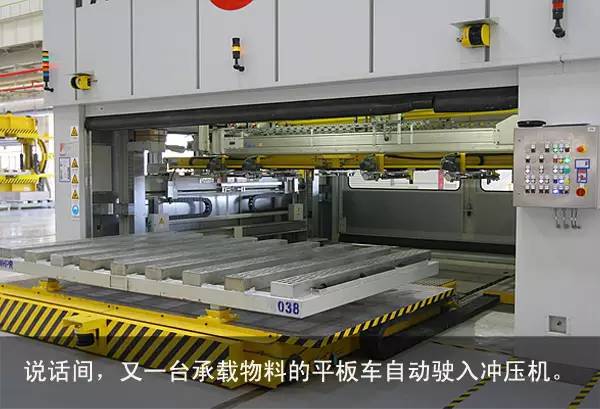
鋼板離開開卷線,下一步進入沖壓線。這里有2條沖壓線,沖壓機安置在金屬屋內,兩旁有門,門外有可移動的平臺,門外有可移動的平臺,模具置于平臺上。準備開始沖壓前,平臺載著模具從一邊進入沖壓機,一種部件沖完,需要更換模具沖另一種部件時,沖壓機里的平臺從另一側離開,與此同似乎,這邊的平臺載著所需模具駛入沖壓機。更換模具的時間只有3分鐘,效率極高。
據工程師介紹,通用汽車在沖壓環節采用4序工藝,即整條沖壓線上由4臺沖壓機組成。而有的企業采用5序或6序。減少沖壓機對于設計來說,需要在4道工序中獲得所需的曲面,更具難度。
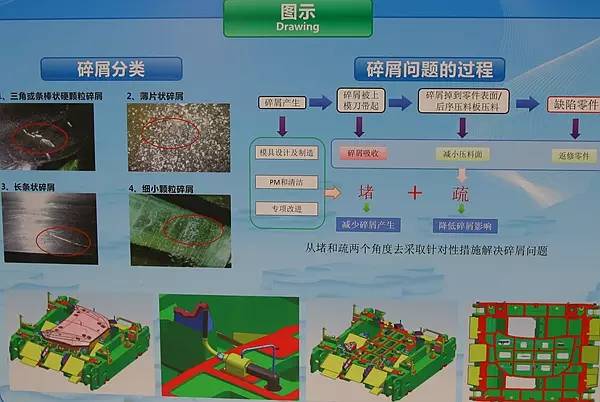
在沖壓車間看到的另一個亮點是,它建立了一套碎屑吸收系統。在沖壓模具內,有類似吸塵器一樣的裝置,將切削產生的碎屑吸收至管道中,排入工作臺地坑,更大限度避免碎屑被帶入模具或者在零件表面產生碎屑壓印,使沖壓件外觀更加光滑,提高了品質。
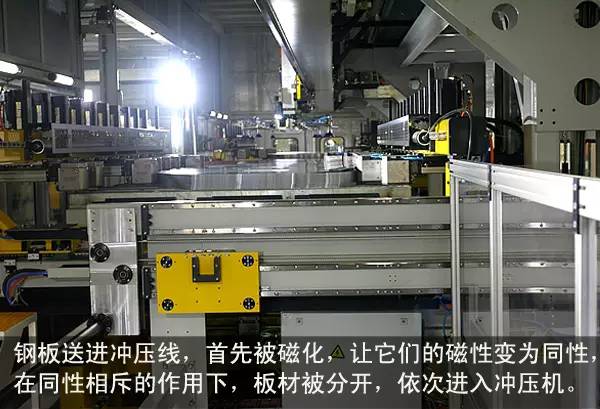


板材進入沖壓程序,兩旁的諸多線圈會首先將板材磁化,讓它們的磁性全部呈S極,這樣,在同性相斥的作用下,板材相互分開,單張依次進入沖壓機。有趣的是,由于全新英朗的發動機蓋為鋁合金材質,無法利用上述原理,只能單配一套空氣刀將其分離。
縱觀整個沖壓車間,給人一種安靜、有序的感覺。想象中的轟鳴聲與工人們的來往穿梭并未出現。原來,產生巨大噪音的沖壓機,被安置在金屬屋內,噪音基本上被控制住了;而多個操作全部由機器自動完成,工人只是做些輔助性的勞動,所以,需要的人數很少。剛剛看完第一個車間,由于這種全新的感受,便已經對全新英朗產生了好感。